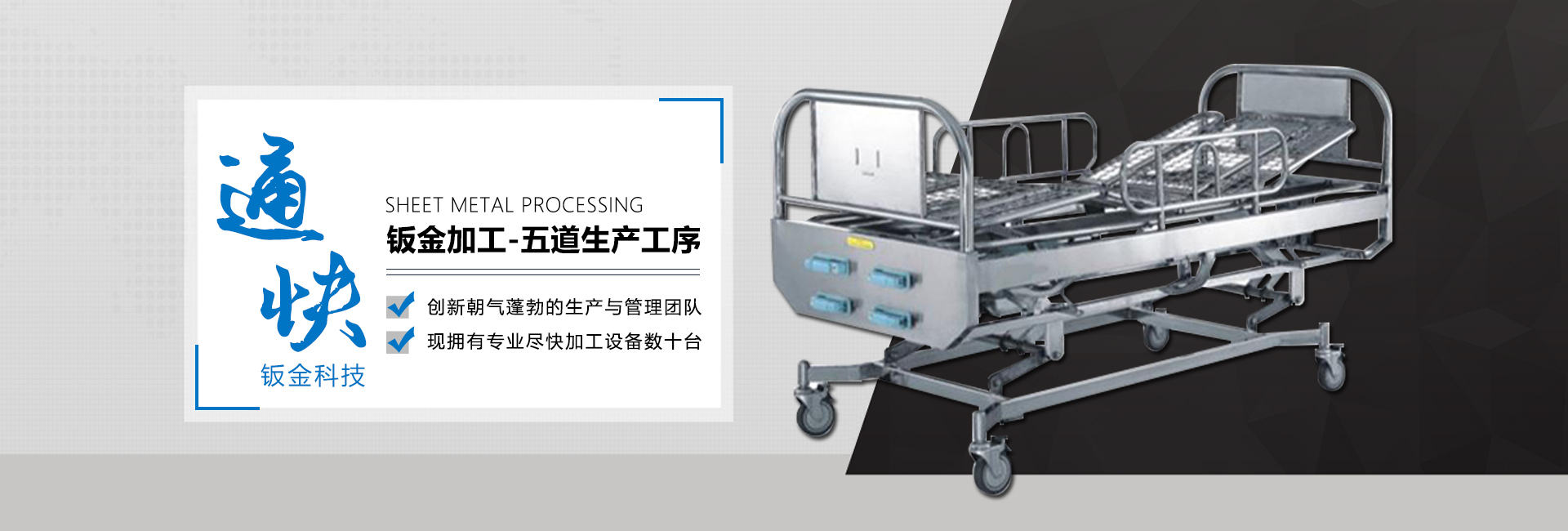






鈑金零件的差異,鈑金加工過(guò)程可能會(huì)有所不同,但總數(shù)不超過(guò)以下:、沖孔加工,一般沖孔加工有沖孔倒角,沖孔沖裁,沖孔凸殼,沖孔撕裂,鉆孔等方式,來(lái)實(shí)現(xiàn)加工的目的。當(dāng)然也是需要用到模具才可以完成整個(gè)加工過(guò)程。2、壓鉚工廠方面是比較常見(jiàn)的,經(jīng)常使用鉚螺柱,鉚螺母,鉚螺釘?shù)龋T接方法一般采用沖壓或液壓鉚接機(jī)完成。鉚接到鈑金零件。3、彎曲,彎曲是將2D平面零件轉(zhuǎn)換為3D零件。






鈑金加工技術(shù)一般用到的材料有冷軋板(SPCC)、熱軋板(SHCC)、鍍鋅板(SECC、SGCC),銅(CU)黃銅、紫銅、鈹銅,鋁板(606、5052、00、060、6063、硬鋁等),不銹鋼(鏡面、拉絲面、霧面),根據(jù)產(chǎn)品作用不同,選用材料不同,一般需從產(chǎn)品其用途及成本上來(lái)考慮。鈑金車(chē)間加工部件的加工步驟為:產(chǎn)品前期試驗(yàn)、產(chǎn)品加工試制和產(chǎn)品批量的生產(chǎn)。在產(chǎn)品加工試制步驟時(shí),應(yīng)及時(shí)與顧客溝通聯(lián)系,得到相應(yīng)加工的評(píng)價(jià)之后,再進(jìn)行產(chǎn)品批量的生產(chǎn)。

鈑金折彎加工如何計(jì)算折彎尺寸現(xiàn)代的鈑金折彎件加工工藝要求鈑金折彎展開(kāi)準(zhǔn)確,折彎加工后無(wú)需后續(xù)切割或剪切類加工就可以成為理想的鈑金折彎件,這就要求確計(jì)算鈑金折彎展開(kāi)尺寸,并畫(huà)出折彎展開(kāi)圖。目前較常規(guī)的計(jì)算方法是以截面中心層計(jì)算展開(kāi)長(zhǎng)度,認(rèn)為中心層就是鈑金長(zhǎng)度始終不變的一個(gè)層,其長(zhǎng)度就是鈑金折彎展開(kāi)的長(zhǎng)度,它的位置剛好在板厚的一半處,對(duì)于一些要求精度不是太高的薄板大折彎角的零件,這種計(jì)算方法相對(duì)還是比較準(zhǔn)確的,但對(duì)于厚板小折彎角鈑金零件的折彎,由于其中心層長(zhǎng)度并非鈑金折彎展開(kāi)的長(zhǎng)度,以它的長(zhǎng)度下料后再折彎時(shí)經(jīng)常出現(xiàn)零件尺寸偏大的情況。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


